|
InfraredHeaters.com Questions? 1-800-442-2581 |
Our secure online
ordering website: www.MorElectricHeating.com.
|
| Home | Products | Accessories | Ordering | Contact Us | Search | ||
|
InfraredHeaters.com Questions? 1-800-442-2581 |
Our secure online
ordering website: www.MorElectricHeating.com.
|
| Home | Products | Accessories | Ordering | Contact Us | Search | ||
Industries and Applications Using Infrared Heaters
Heating of Materials
Thermoforming / Vacuum
Forming
Pet and Animal Warming
Cooking and Warming Food
Curing of Materials
Drying, Evaporation and Dehydrating of Liquids
Salamander News Back Issues Focusing on Applications
|
|
|
 |
 |
|
|
|
Applications listed alphabetically by industries and cross-referenced by processes:
| Industry | Product | Process |
| Agricultural | Animals | Incubating, warming |
| Bottling | Drying | |
| Car Washing | Drying | |
| Comfort Heating | ||
| Environmental Chambers | Heating | |
| Food | Cooking | |
| Food Warming | ||
| Dehydrating | ||
| Broiling | ||
| Toasting | ||
| Melting | ||
| Glass | Mirrors | Curing the varnish or paint on back |
| Layers | Tempering | |
| Drying | ||
| Medical | Incubating | |
| Warming | ||
| Metal Treatment | Aluminum | Preheating |
| Steel | Preheating | |
| Paint | Steel panels | Primer, Top coat alkyd, epoxy, acrylic |
| Steel boxes | Baking lacquer finishes | |
| Bicycles | Drying | |
| Car bodies | Drying | |
| Aluminum panels | Drying | |
| Pharmaceutical | Tablets | Drying water from powder |
| Paper | Laminating | |
| Rolls | Calendering | |
| Labels | Adhesive | |
| Towels | Drying water from | |
| Plastics | Laminating | |
| Annealing | ||
| Embossing |
| Belting, Heavy cable | PVC paste curing | |
| Steel mask | Plastisol coating | |
| Film | Vinyl embossing | |
| Film | Vacuum forming | |
| PVC | Shrinking | |
| Laminate | Preheating | |
| Sheets | Thermoforming | |
| Molds | Preheating | |
| Extrusion | Preheating | |
| Plexiglass | Drapeforming | |
| People | Portable Spot Heaters | Warming |
| Therapeutic | ||
| Powder Coating | Epoxy, PVC or nylon cure after dipping | |
| Metal | ||
| Wire | ||
| Rubber | Embossing | |
| Preheating | ||
| Screen Printing | Instrument Dials | |
| Fascia panels | ||
| Printed Circuit Board | ||
| Fiberboard | ||
| Jar lids | ||
| Shoes | Cementing soles | |
| Textiles | ||
| Garments | Screen Printing | |
| Flock Coating | ||
| Flock Printing | ||
| Moisture removal | ||
| Heat setting synthetics | ||
| Heat setting transfers | ||
| Carpets | Moisture removal | |
| Latex & PVC backing | ||
| Moisture removal from dyes |
Electrical Applications
Reprinted with permission of Fostoria Industries. We are an authorized distributor for Fostoria,
a manufacturer of infrared heating elements, reflectors, assemblies and complete infrared
heating systems.
Enamels, including solvent-based,
water-based and combination of the two, are the dominant class of industrial finishes
today. Most require evaporation of solvents and curing at elevated temperatures to
polymerize a cross link of finish, then final cure by oxidation. Fostoria electric
infrared ovens provide the even, mar-proof finish required, in one-third the time of
convection systems. In addition, the ability to control intensity of cure prevents a
"too hard" finish which would result in brittleness.
Plastisols are ultra-tough coatings
that are 100% solids. The optimal cure is 30 seconds to 3 minutes. Two critical
considerations make infrared the most effective curing method. First, as plastisol cures,
it emits plasticizer, which vaporizes, smokes and condenses as a heavy liquor. This
material must be collected in a predictable way to prevent contamination of the part and
the process and to allow a thorough cure. Second, to achieve a fusing temperature, the
substrate must exceed the curing temperature by a specified degree. Both are only possible
through the precise control of heat sources and the oven environment found with electric
infrared ovens, such as those designed and manufactured by Fostoria Industries.
Special Effects such as Hammers and Wrinkles are essentially enamels with a heavy content
of metal flake or powder that separates and "floats" into a desirable pattern.
The wrinkles contain slow-drying oils which separate from the base coat and require an
"interrupted" cure. A 1-10 minute hold allows the oil to separate. Infrared
curing for 3-5 minutes in a Fostoria electric infrared oven produces the ideal
"soft" cure.
Liquid Paint Systems
Fostoria electric infrared process heating equipment is the curing technology of choice
for manufacturers of metal, plastic, and composite parts using either liquid paint
finishes or powder coating systems.
Fostoria engineers have designed process heating systems that effectively cure oil
finishes, advanced lacquer finishes, enamels, plastisols and special effect finishes such
as wrinkles and hammers.
Oil finishes incorporating solvents
or reducers are cured to tack-free using low temperature infrared; the final cure occurs
through oxidation of the finish. Because such finishes are applied at heavier millages
than other coatings, convection ovens are prone to scorch the paint surface before the
area nearest the substrate had cured. This results in wrinkling of some finishes, uneven
drying, and sealing of the surface before the solvent has been liberated. These problems
are avoided with electric infrared ovens due to infrared's ability to quickly and evenly
penetrate the film, particularly during the initial stages of the heating cycle.
Advanced lacquer finishes
are typically applied in several coats, with drying between each. Unassisted drying
between coats is possible, particularly when finish quality is not critical. However,
unless humidity is constantly low, moisture in the air will deposit on the surface,
causing blushing of the lacquer. This is repaired through time consuming and costly
polishing. Best results are achieved with a Fostoria electric infrared oven producing a
cure in 15 seconds to 2 minutes for each coat. Highly consistent drying temperatures
(between 150 and 200 degrees F. depending upon the individual coating) produce an even
finish and eliminate the blushing problem.
Adhesives - Fostoria Electric Infrared
Ovens accelerate the cure rate of adhesives including acrylics, anaerobics, silicones,
epoxies, methacrylates and urethanes.
Often, infrared can improve cure quality and reduce fallout ratios. Where adhesives are
ingested with peroxide-containing photoinitiators, Fostoria infrared ovens in many cases
offer a higher performance, more cost-effective alternative to UV.
Fostoria ovens produce a complete and precisely repeatable cure in 30 seconds, and as
short as 1-3 seconds for specialty applications such as medical needle bonding.
Fostoria Infrared Ovens are engineered to the application, or group of applications. Short
to long wave emitters, varying watt densities and near infinite programmable control give
these systems the highest degree of flexibility.
Specific applications include the cure of surface mount adhesives on printed circuit
boards, conformal coatings and USP adhesives using medical grade items, food packaging,
toys, honeycomb (used in the construction of walls, doors, and partitions) and other
products.
Powder Coating Systems
For precise curing for thermoset and thermoplastic powders, industry has come to rely
on Fostoria Electric Infrared Ovens.
There are more than 300 powder formulations in use today. Film thicknesses range from
under 1 mil to over 15 mil and the range of colors, gloss and applications is
equally as vast. What these diverse powder formulations do have in common, is near-perfect
compatibility with infrared radiation as a method of curing.
Existing convection ovens are in many cases totally replaced with Fostoria Infrared Ovens.
In other cases existing convection ovens are supplemented with an infrared booster ahead
of the convection line. Infrared can be applied before the powder application and for
primary curing.
A wash cycle always precedes the application of the powder, and removal of residual water
is essential before powder is applied. A Fostoria oven rapidly brings parts to 225 degrees
F (or higher if desired), and evaporates all moisture. Fostoria ovens can also combine
drying and preheating cycles into a single process when necessary.
During primary curing electric infrared offers the advantages of producing no combustion
products to contaminate the curing area, and more importantly, does not rely on moving air
to distribute heat. Air movement will disturb powder, resulting in uneven curing, and will
deposit dirt and other contaminants on the surface being coated, resulting in rejects.
|
Reconditioning Semi
Truck Wheels
Fostoria
had developed curing processes for powder coatings before. But the cost,
cure time and finish quality were only part of the customer's concern.
They needed the flexibility to cure many parts in the same oven. So, we
designed and tested a "zone controlled" batch oven with the
capacity to cure two wheels at a time.
We
were not only able to give the customer the versatility they needed, but
at the same time, we offered a solution that reduced cure time by 20%.
The
additional benefit of this solution is a reduction in
|
|
We are a distributor of infrared heaters. Always consult manufacturers installation instructions for proper installation of the products or systems shown on this website. © Copyright 1999-2019 Mor Electric Heating Assoc., Inc. MOR
ELECTRIC HEATING ASSOC., INC. |
|



 Fostoria
has designed and tested an 80 KW quartz-lamp infrared oven for a
re-manufacturer of semi-truck wheels. The customer switched from a liquid
solvent based paint to powder coating due to the demand for a more durable
finish on the product.
Fostoria
has designed and tested an 80 KW quartz-lamp infrared oven for a
re-manufacturer of semi-truck wheels. The customer switched from a liquid
solvent based paint to powder coating due to the demand for a more durable
finish on the product.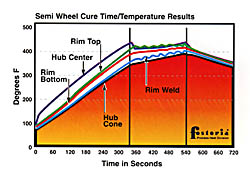 Because
the customer
Because
the customer