|
PAINT AND
POWDER CASE STUDY:
THOMAS LIGHTING

Background
Thomas lighting is a manufacturer of 2' x 4' fluorescent lighting
fixtures for commercial and industrial markets. The fixtures are powder
coated white polyester in the first stage of the process. The powder is
presently being cured in a convection oven. The second stage requires
two black stripes of paint along each 4' edge. The black lines are used
for decorative purposes when return air grilles are designed into the
lighting fixture.
The electric infrared oven
achieved all of the goals for a new curing oven:
- faster drying and
curing
- minimal floor space
- reduced maintenance
requirements
- low energy
consumption
- reasonable capital
expenditures
- less time to heat up
and cool down
- no products of
combustion generated
ADVANTAGES OF USING
IR FOR THIS APPLICATION:
 Floor
Space Floor
Space
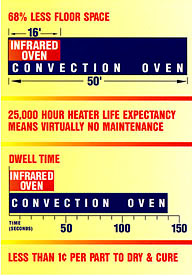
It was estimated that a 50' long gas convection oven would have been
required for this application. The infrared oven length is 16'. A 68%
savings on floor space.
Maintenance
A gas convection oven
would require service several times per year. The electric infrared oven
requires virtually no service. Normal maintenance practice would suggest
that the electrical connections should be checked every 12 to 18 months.
The Solar Products heaters have a typical life expectancy of 25,000
hours, which means that Thomas Lighting can focus on other problems and
not worry about the Conversion Processes oven for a long time.
Line Speed
It is often thought that
electric infrared is too costly to operate, but that statement is a
misconception. This oven has a total power input of 96 kw. But, in
operation, the oven draws less than 45 kw. At 5 cent per kw hr, that
equates to 2.25 per hour to operate the infrared heaters. With 540
parts per hour moving through the oven, that is less than 1/2 of 1 cent
per part for the drying and curing process. Even if we account for line
stoppages and start up, the cost per part cannot exceed 1 cent per part.
It is often stated that the cost of energy for paint and powder
applications is less than 1 % of the product selling price. Surely, that
is true in this case.
The Coating
In the past, a high
solvent based paint was used for the black coating. The solvent based
paint was air dried for 24 hours. With EPA regulations in full effect,
the decision was made to switch over to a water based latex coating for
this black striping. After switching over to the water based paint, it
was discovered, that 24 hours was not enough time to air-dry the
coating. The decision was made to purchase an oven to help the drying
and curing process.
The
Benefits
The customer had serious
space limitations and could not allow for a shut down to install a new
drying and curing oven. After careful consideration, it was determined
that an infrared oven was the right choice for the job. The new oven was
designed with two separate halves. This construction allowed for
installation without effecting or stopping the existing line. The
infrared oven also required 68% less floor space than a gas convection
oven. The drying oven is only operated when the black stripes are
applied to the product, namely 4 days per week for 6 hours per day. The
customer did not want to wait for extended times while the oven heated
up and cooled down. The infrared oven requires 5 minutes for heat up and
5-10 minutes for cool down. A gas convection oven would require much
more time for both heat up and cool down. An infrared oven allows for
more flexibility in applying the black striping without effecting the
complete finishing system. The oven was designed with electric infrared
heaters, which do not generate products of combustion. In this case,
there was no requirement for an exhaust system. That meant no roof
penetrations were required and therefore no permits were required for
installation of new oven. All of these reasons added up to the ultimate
decision to go with an electric infrared oven from Conversion Processes
Corp.
The Details
The oven consists of (16)
12" x 48" Solar Products F-Series panel heaters rated at 10
wsi. The heated area is 4' high by 16' long. The oven design is single
sided heat with a metal reflector on the opposite side. The oven has one
zone with the heaters operating at 850oF. The part moves
through the oven by means of an overhead conveyor. The part hangs with
the 2' side parallel to the ground. The paint is 1-1.5 mil thick and
requires 40 seconds in the oven for the drying and curing process. The
parts are moving at 24 fpm equaling 540 parts per hour. After cool down,
the parts are stacked in the final assembly area.
| Specifications |
Details |
| Part description |
2' X 4' fluorescent lighting fixtures |
| Coating |
Water based paint 1 - 1.5 mils thick |
| Coating application |
Automatic spray |
| Length of oven |
16' long oven |
| No. of panels |
(16) 12" X 48" - 4' high, 16' long |
| Oven type |
Electric infrared |
| No. of zones |
1 zone operating at 850o F |
| Heater type |
Solar Products F- Series panel heaters |
| Input power |
95kw for the heaters |
| Actual power usage |
less than 45kw |
| Conveyor type |
Overhead monorail |
| Conveyor speed |
24 feet per minute |
| Production rate |
540 parts per hour |
Dry and cure time
(dwell time) |
40 seconds |
|


