|
InfraredHeaters.com Questions? 1-800-442-2581 |
Our secure online
ordering website: www.MorElectricHeating.com.
|
| Home | Products | Accessories | Ordering | Contact Us | Search | ||
|
InfraredHeaters.com Questions? 1-800-442-2581 |
Our secure online
ordering website: www.MorElectricHeating.com.
|
| Home | Products | Accessories | Ordering | Contact Us | Search | ||
Solar Products Case Study on Thermoforming Machine Retrofit

Solar Products, Inc.
228 Wanaque Ave
Pompton Lakes, NJ 07442
|
THERMOFORMING
CASE STUDY: Background
The new machine would not only cost 100,000 to purchase but would additionally require labor to operate, power to run, floorspace and additional maintenance time. The 2nd shift option would have required additional labor personnel, supervision, increased overhead costs and more headaches.
The complete
upgrade cost 15,000. This included top and bottom heaters with mounting
frame, PLC with touch screen, electrical enclosure, 32 mercury relays,
control cabinet wiring, new high voltage power feed to equipment, 120
hours labor, a larger vacuum tank, and all the running around required
for a project such as this.
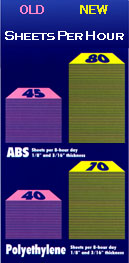
The Results The Bottom
Line The increase
in productivity is based on the fact that sheets of ABS went from 45 to
80 sheets per day-a 77.7% increase-and polyethylene went from 40 to 70
sheets a day- a 75% increase. On average a 76.26% increase in
productivity. A 43% increase in machine output derives from what used to
take 5 days can now be done in 2.84 days, resulting in 43% more
available machine time. Total ROI is based on a retrofitting cost of
15,000, a 62.21/day reduction in labor cost, and a 13.33/day
reduction in electrical cost. Electrical rate is 0.07834 KW/hr. The
calculations is as follows: 15,000/(62.21 + 13.33/day)=198.5 days to
recoup the initial investment or 9.16 months, assuming a 40 hour work
week. Your actual savings may vary depending on the local utility rates,
labor costs and retrofit
costs.
Even More
Benefits!
The end result is that the actual return on investment is much better than has been portrayed. Additional benefits of panel heaters over metal sheathed elements are:
|
|
We are a distributor of infrared heaters. Always consult manufacturers installation instructions for proper installation of the products or systems shown on this website. © Copyright 1999-2019 Mor Electric Heating Assoc., Inc. MOR
ELECTRIC HEATING ASSOC., INC. |
|



 The
decision was made to increase the power available in the event that more
power was required with future products or materials. The control system
selected was a Cutler-Hammer programmable logic controller (PLC) model D
100A with 32 outputs for individual zones. The timer/counter access
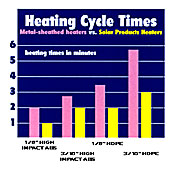
module assists in quick and easy programming of the heater cycle times.
The power switching devices were upgraded from mechanical contractors to
mercury relays, which are very common for sheet fed equipment.
The
decision was made to increase the power available in the event that more
power was required with future products or materials. The control system
selected was a Cutler-Hammer programmable logic controller (PLC) model D
100A with 32 outputs for individual zones. The timer/counter access
module assists in quick and easy programming of the heater cycle times.
The power switching devices were upgraded from mechanical contractors to
mercury relays, which are very common for sheet fed equipment.